











































عند استخدام آلة القطع بالليزر لمعالجة المواد المعدنية ، فإن جودة القطع بالليزر النهائية هي الشغل الشاغل. بالنسبة لمصنعي المعادن ، إذا لم تصل جودة القطع بالليزر إلى مستوى معاييرهم ، فسوف تهدر المواد وتقلل من كفاءة الإنتاج وتزيد من تكلفة الإنتاج. بالنسبة للأفراد الذين يتعاملون مع القطع بالليزر كهواية أو الذين يكسبون عيشهم باستخدام القطع بالليزر ، فهم بحاجة أيضًا إلى التركيز على جودة القطع بالليزر حتى يتمكنوا من صنع منتجات جيدة. تلعب آلة القطع بالليزر دورًا ممتازًا في صناعة تصنيع المعادن. تتميز بكفاءة قطع عالية ودقة قطع جيدة. يحتاج المستخدمون إلى إتقان المهارات الأساسية للتحكم في جودة القطع بالليزر واستكشاف أخطاء القطع بالليزر حتى يتمكنوا من ممارسة أداء المعالجة الممتاز لآلة القطع بالليزر.
تلخص هذه المقالة جميع المعلومات حول مراقبة جودة القطع بالليزر واستكشاف أخطاء القطع بالليزر وإصلاحها. ونأمل أن تساعد المستخدمين على التحكم بسلاسة في جودة القطع بالليزر في العمليات الفعلية وتحقيق نتائج قطع بالليزر عالية الجودة.
مبدأ عمل قطع المعادن بالليزر
من أجل فهم أفضل لكيفية قطع آلة القطع بالليزر للمعادن ، يمكننا إلقاء نظرة على هذه الصورة لمعرفة مبدأ العمل في قطع المعادن بالليزر.
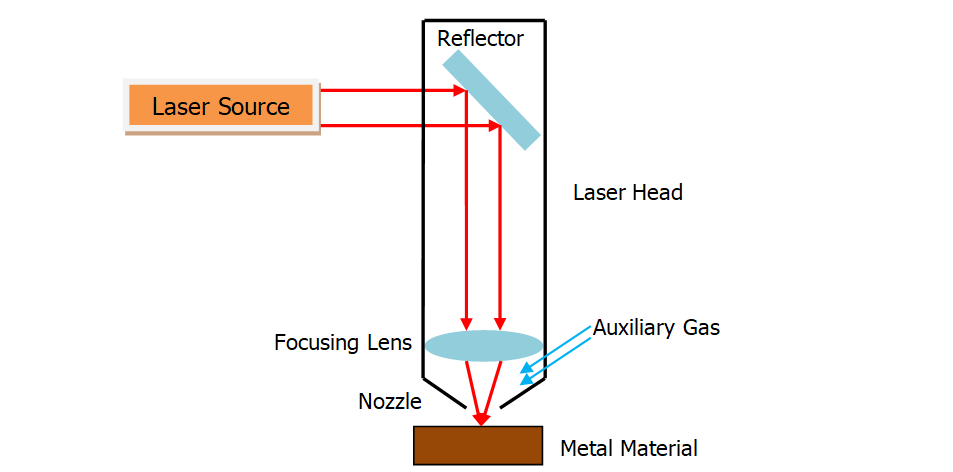
تتضمن عملية قطع المعادن بالليزر بشكل أساسي الخطوات الأربع التالية:
- يصدر مصدر الليزر شعاع ليزر عالي الطاقة. وينعكس شعاع الليزر على العدسة العاكسة ويركز على بقعة من خلال عدسة التركيز.
- يمر شعاع الليزر عبر الفوهة. وفي الوقت نفسه ، يتم أيضًا إطلاق الغاز المساعد المحوري مع شعاع الليزر من خلال الفوهة.
- يركز شعاع الليزر على قطعة العمل. وتتجاوز الطاقة عالية التركيز نقطة الانصهار ونقطة التبخير للمعدن ، مما يجعله يذوب على الفور ويتبخر ويشكل حفرة.
- يحمل رأس القطع بالليزر شعاع الليزر للتحرك وفقًا للمسار المحدد مسبقًا ويجعل الثقوب مستمرة ، وبالتالي تشكيل خط قطع.
القطع بالليزر هو عملية يعمل فيها شعاع الليزر والغاز الإضافي والفوهة معًا. إذا تم ضبط طاقة الليزر والغاز والفوهة ومعدل التغذية بشكل صحيح ، فيمكننا تحقيق شق ناعم على قطعة العمل. ومع ذلك ، غالبًا ما لا يعرف المستخدمون كيفية تقييم جودة القطع بالليزر وما الذي يسببه. لذلك ، في القسم التالي ، دعونا نتعرف على كيفية التحقق من جودة القطع بالليزر.
كيفية التحقق من جودة القطع بالليزر؟
فحص وتقييم جودة القطع بالليزر هو منطلق مراقبة جودة القطع بالليزر. يمكن للمستخدمين التحقق من جودة القطع بالليزر وفقًا للجوانب التالية.
جودة الثقب
في معظم الحالات ، في بداية عملية القطع بالليزر ، يحتاج رأس القطع بالليزر إلى إحداث ثقب صغير على سطح قطعة العمل ثم متابعة الحركة الخطية. وتعرف عملية التثقيب هذه أيضًا باسم الثقب. تعد جودة الثقب أحد الجوانب الأساسية لاختبار ما إذا كانت معلمات القطع بالليزر صحيحة. إذا كانت هناك شرارات غير طبيعية أو ضوضاء غير طبيعية أو فجوة ثقب كبيرة أثناء عملية الثقب ، فهذا دليل على معلمات القطع بالليزر غير الصحيحة.
حجم القطع
بشكل عام ، معظم قطع العمل المعدنية المقطوعة بآلات القطع بالليزر هي أجزاء ميكانيكية ، لذلك يجب أن يكون حجم القطع صحيحًا للتجميع السلس. استخدم الفرجار لقياس ما إذا كان حجم قطع قطعة العمل يلبي المتطلبات ولا يتجاوز تحمل آلة القطع بالليزر. بالإضافة إلى ذلك ، تحتاج إلى التحقق مما إذا كان تأثير القطع بالليزر النهائي هو نفس مسار القطع المحدد مسبقًا. أحيانًا يكون مسار الضوء غير صحيح بسبب الإعدادات غير الصحيحة أو مشاكل الفوهة. هنا مثال على القطع بالليزر الدائري. إذا كانت الإعدادات غير صحيحة أو لم تتم محاذاة الفوهة ، فلن تحصل على منتج دائري كامل.
حجم الشق
يتم تشكيل الشق (يمكنك تسميته أيضًا شق القطع) في القطع بالليزر عن طريق الصهر الجزئي للمعدن بعد تشعيع الليزر. حجم الشق هو انعكاس لجودة القطع بالليزر. إذا كان الشق كبيرًا جدًا ، فهذا يثبت أن طاقة الليزر كبيرة جدًا أو أن سرعة القطع بطيئة جدًا ، مما يؤدي إلى ذوبان المعدن المفرط.
خشونة
يمكن فحص خشونة شق القطع وفقًا لعمق الخطوط الرأسية المتكونة على سطح القطع. إذا كانت الخطوط العمودية واضحة وعميقة ، فهذا يعني خشونة عالية وجودة قطع سيئة. إذا كانت الخطوط العمودية ضحلة جدًا ، فهذا يعني خشونة منخفضة وجودة قطع جيدة.
تفتق
الاستدقاق هو الزاوية من أعلى إلى أسفل شق القطع بالليزر. عندما يتم ضبط معلمات القطع بالليزر بشكل معقول ، يكون الاستدقاق الناتج عن القطع بالليزر للألواح المعدنية في حدود 10 مم صغيرًا للغاية ويمكن تجاهله. ومع ذلك ، إذا كنت بحاجة إلى قطع قطع العمل السميكة ، فإن موضع القطع لشعاع الليزر سوف يتحرك تدريجياً بعيدًا عن تركيز الليزر ويتباعد ، مما يؤدي إلى توسيع خط القطع وإنتاج تفتق معين. يمكن التحكم في الاستدقاق ضمن نطاق معقول. ولكن إذا كانت كبيرة جدًا ، فعادةً ما يكون سببها إعدادات معلمات غير معقولة.
نتوءات
تعكس الشفرات بشكل مباشر جودة القطع بالليزر وهي أيضًا مشكلة تحدث غالبًا في مناسبات مختلفة لقطع المعادن بالليزر. عملية القطع بالليزر العادية لا تحتوي على نتوءات تقريبًا. إذا كان هناك أي نتوءات على حافة القطع ، فهذا يعني أن معلمات القطع بالليزر غير صحيحة. هناك العديد من الطرق لحل مشاكل نتوءات المعادن المختلفة. وسنشارك الحلول التفصيلية في الجزء الأخير من المقالة.
تشويه
يعد التشوه أيضًا مصدر قلق مشترك في صناعة معالجة المعادن. ويحدث بشكل عام عند قطع الصفائح المعدنية الرقيقة أو إجراء معالجة دقيقة على الأجزاء المعدنية الصغيرة. إذا كانت معلمات القطع بالليزر غير صحيحة ، والحرارة الناتجة عن إشعاع الليزر عالية جدًا ، فإنها ستشوه المادة وتسبب تشوهًا حراريًا. لذلك ، نحن بحاجة إلى منع ارتفاع درجة حرارة المواد وتشوهها من خلال التحكم في طاقة الليزر ومعدل التغذية ومعلمات القطع بالليزر الأخرى.
هاز (منطقة متأثرة بالحرارة)
تحقق آلة القطع بالليزر تأثير القطع عن طريق إذابة أو تبخير المواد. سيتم أيضًا تسخين المواد الموجودة حول شق القطع بواسطة الليزر وتغيير التركيب الجزيئي. والمنطقة التي يتغير فيها التركيب الجزيئي بسبب أشعة الليزر تسمى HAZ (المنطقة المتأثرة بالحرارة). سيؤدي القطع بالليزر إلى منطقة معينة متأثرة بالحرارة ، وهو أمر لا مفر منه. ومع ذلك ، يمكننا اتخاذ التدابير المناسبة للتحكم في نطاق المنطقة المتأثرة بالحرارة ضمن نطاق معقول.
تحقيق مراقبة جودة القطع بالليزر من 7 جوانب
من خلال القسم السابق ، تعلمنا كيفية فحص وتقييم جودة معادن القطع بالليزر. في الجزء التالي ، سوف نأخذك لتحليل العوامل السبعة الرئيسية التي تؤثر على جودة القطع بالليزر. يمكنك البدء من هذه الجوانب السبعة لتحقيق مراقبة جودة القطع بالليزر بشكل أفضل.
تشمل العوامل التي تؤثر على جودة القطع بالليزر بشكل أساسي مصدر الليزر ، وطاقة الليزر ، وسرعة القطع بالليزر ، وتركيز الليزر ، والغاز الإضافي ، وضغط الغاز والفوهة.
مصدر ليزر
مصدر الليزر هو مصدر الطاقة لآلة القطع بالليزر. وستؤثر جودة مصدر الليزر على جودة القطع بالليزر النهائية إلى حد ما. في الوقت الحالي ، هناك العديد من العلامات التجارية الموثوقة لمصادر الليزر في السوق ، مثل IPG و Raycus و Max و JPT وما إلى ذلك. عند اختيار آلة القطع بالليزر ، يجب عليك اختيار مصدر ليزر بأداء مستقر وعمر طويل للتحكم بشكل أفضل في جودة القطع بالليزر.
طاقة الليزر
تمثل قوة الليزر قدرة القطع لآلة القطع بالليزر. قوة الليزر الأكبر تعني قوة قطع أقوى. تحتاج الأنواع المختلفة من المواد إلى قوى ليزر مختلفة. علاوة على ذلك ، فإن طاقة الليزر المناسبة لسماكات مختلفة لنفس المادة المعدنية مختلفة أيضًا. ستؤثر قوة الليزر غير المناسبة على جودة القطع بالليزر بطريقة سلبية. على سبيل المثال ، إذا كانت طاقة الليزر كبيرة جدًا ، فسيكون سطح القطع خشنًا وبه نتوءات. إذا كانت طاقة الليزر صغيرة جدًا ، فلا يمكن للآلة قطع قطعة العمل.
سرعة القطع بالليزر
سرعة القطع هي معلمة مهمة تتعاون مع طاقة الليزر للتحكم في عملية القطع. وسيؤثر على جودة القطع النهائية. إذا كانت سرعة القطع سريعة جدًا ، فلن تتمكن قطعة العمل من الحصول على حرارة كافية لقطعها بالكامل. إذا كانت سرعة القطع بطيئة للغاية ، فسوف ترتفع درجة حرارة قطعة العمل بشكل مفرط وستكون فتحة القطع كبيرة وخشنة.
تركيز الليزر
تتميز النقطة المركزة لشعاع الليزر بأعلى كثافة طاقة. كلما كانت بقعة الضوء أصغر ، كانت نتيجة القطع أفضل. يؤثر موضع تركيز شعاع الليزر بشكل مباشر على جودة القطع بالليزر ، بما في ذلك حجم الشق وخشونة الشق والاستدقاق. قبل تشغيل آلة القطع بالليزر ، يحتاج المستخدمون للتأكد من أن شعاع الليزر يركز على الموضع الصحيح. بالنسبة للقطع بالليزر الكربوني الفولاذي ، يكون موضع التركيز على سطح قطعة العمل ، وكلما زادت سماكة قطعة العمل ، زاد موضع التركيز البؤري. بالنسبة للقطع بالليزر للفولاذ المقاوم للصدأ ، يكون موضع التركيز أسفل سطح قطعة العمل ، وكلما زادت سماكة قطعة العمل ، انخفض موضع التركيز البؤري.
الغاز مساعد
يمكن أن يساعد الغاز الإضافي شعاع الليزر على قطع قطعة العمل بجودة أفضل ، وإزالة الخبث بسرعة في نفس الوقت. تشمل الغازات المساعدة الشائعة الاستخدام الأكسجين والنيتروجين والهواء. يستخدم الأكسجين بشكل أساسي في معالجة أدوات الصلب والفولاذ الطري والفولاذ الكربوني السميك. يستخدم النيتروجين بشكل أساسي لقطع الفولاذ المقاوم للصدأ والفولاذ الطري والفولاذ المجلفن. ويستخدم الهواء بشكل رئيسي في معالجة الألمنيوم. سيؤثر نقاء الغاز الإضافي على نتيجة القطع بالليزر النهائية. على سبيل المثال ، الحد الأدنى لمتطلبات النقاء لغاز النيتروجين هو 99.5٪.
ضغط الغاز
سيؤثر ضغط الغاز الإضافي على تأثير نفخ الخبث وبالتالي يؤثر على جودة القطع بالليزر النهائية. تحتاج المواد المعدنية المختلفة إلى ضغوط غاز مثالية مختلفة. إذا كان ضغط الغاز منخفضًا جدًا ، فلا يمكن تفجير المادة المنصهرة في الوقت المناسب وستلتصق بالجزء الخلفي من حافة القطع. إذا كان ضغط الغاز مرتفعًا جدًا ، فسيؤدي ذلك إلى إضعاف قدرة قطع شعاع الليزر ، مما يجعل شق القطع أكبر وأكثر خشونة.
فوهة
تتمثل وظيفة الفوهة في التحكم في منطقة حقن الغاز الإضافي للتحكم في جودة القطع بالليزر. لذلك سيؤثر هيكل وحجم وإرتفاع الفوهة على جودة القطع النهائية. في حالة تلف الفوهة جزئيًا ، فسوف يتسبب ذلك في تدفق هواء غير منتظم ويؤثر سلبًا على جودة القطع. سماكات القطع المختلفة مناسبة لأقطار الفوهة المختلفة. على سبيل المثال ، ألواح الفولاذ المقاوم للصدأ 1-6mm مناسبة لفوهة Φ1.2. وألواح الفولاذ المقاوم للصدأ مقاس 6-10 مم مناسبة لفوهة Φ2.0. فيما يتعلق بمراقبة جودة القطع بالليزر ، يحتاج المستخدمون إلى حماية الفوهة من الاصطدام أو التشوه أو الذوبان الجزئي. علاوة على ذلك ، يجب أن تكون الفوهة متحدة المحور مع شعاع الليزر لتحقيق أفضل جودة للقطع بالليزر. بالإضافة إلى ذلك ، فإن المسافة بين الفوهة وقطعة العمل سوف تؤثر أيضًا على جودة القطع بالليزر.
استكشاف أخطاء جودة القطع بالليزر وإصلاحها
هناك العديد من العوامل التي تؤثر على جودة القطع بالليزر ، لكن هذا لا يعني أنه من الصعب الحصول على جودة عالية للقطع بالليزر. يمكن للمستخدمين تحليل العوامل التي قد تؤثر على جودة القطع وفقًا لتأثير المعالجة لضبط المعلمات. بعد ذلك ، سوف نشارك مشاكل وحلول القطع بالليزر الشائعة حتى تتمكن من حل مشاكل جودة القطع بالليزر في الوقت المناسب.
مشاكل وحلول قطع الفولاذ المقاوم للصدأ والفولاذ المجلفن والألمنيوم والنحاس الأصفر بالليزر
|
مشاكل جودة القطع بالليزر |
أسباب محتملة |
الحلول |
|
توجد نتوءات عادية صغيرة على شكل تنقيط على خط القطع |
1. موضع تركيز الليزر منخفض جدًا. 2. سرعة القطع عالية جدا. 3. طاقة الليزر منخفضة للغاية. |
1. رفع موضع تركيز الليزر. 2. تقليل سرعة القطع. 3. زيادة قوة الليزر. |
|
توجد نتوءات طويلة غير منتظمة على جانبي خط القطع ، وهناك تغير في اللون على سطح المعدن |
1. سرعة القطع بطيئة للغاية. 2. موضع تركيز الليزر مرتفع جدًا. 3. ضغط الهواء منخفض جدا. 4. المادة ساخنة جدا. 5. نظام النقل غير مستقر. |
1. زيادة سرعة القطع. 2. خفض موضع تركيز الليزر. 3. زيادة ضغط الهواء. 4. تبريد المواد. 5. فحص وضبط نظام النقل. |
|
توجد نتوءات طويلة غير منتظمة على جانب واحد من خط اللحام |
1. الفوهة غير محاذاة. 2. موضع تركيز الليزر مرتفع جدًا. 3. ضغط الهواء منخفض جدا. 4. سرعة القطع بطيئة للغاية. 5. يتم تعويض الموضع المركزي لعدسة التركيز بالليزر. 6. الفوهة مسدودة أو تالفة جزئياً. 7. العدسة ملوثة أو تالفة. |
1. فحص وضبط الفوهة. 2. خفض موضع تركيز الليزر. 3. زيادة ضغط الهواء. 4. زيادة سرعة القطع. 5. فحص وضبط الوضع المركزي لعدسة تركيز الليزر. 6. تنظيف أو استبدال الفوهة. 7. تنظيف أو استبدال العدسة. |
|
يتم تفريغ المادة المنصهرة من الجانب العلوي للمادة |
1. طاقة الليزر منخفضة للغاية. 2. سرعة القطع عالية جدا. 3. ضغط الهواء مرتفع للغاية. |
1. زيادة قوة الليزر. 2. تقليل سرعة القطع. 3. تقليل ضغط الهواء. ملاحظة: تأكد من التحقق مما إذا كانت عدسة تركيز الليزر تالفة أم لا ، واستبدلها بعدسة جديدة إذا لزم الأمر. |
|
تصبح حافة القطع صفراء |
1. الغاز الإضافي ليس نقيًا. 2. هناك بعض غازات الأكسجين أو الهواء في أنبوب الهواء. |
1. تحقق من نقاء النيتروجين ، واستخدم غاز النيتروجين بدرجة نقاء عالية. 2. زيادة التأخير لتنظيف أنبوب الهواء. |
|
التماس القطع خشن |
1. الفوهة تالفة. 2. العدسة ملوثة. |
1. افحص الفوهة أو استبدلها. 2. تنظيف أو استبدال العدسة. |
مشاكل وحلول قطع الصلب الكربوني بالليزر
|
مشاكل جودة القطع بالليزر |
أسباب محتملة |
الحلول |
|
عند قطع شكل دائري ، فإن قطعة العمل النهائية ليست مستديرة |
1. الموضع المركزي للعدسة غير صحيح. 2. الفوهة مسدودة أو تالفة. 3. مسار الليزر غير صحيح. |
1. فحص وضبط مركز العدسة. 2. افحص الفوهة أو استبدلها. 3. فحص وضبط مسار الليزر. |
|
قطعة العمل النهائية بها فجوة في موضع مقدمة القطع |
1. عملية الثقب طويلة جدًا. 2. الحرارة عالية جدًا أثناء القطع. |
1. تقصير وقت الثقب. 2. قم بتقليل دورة العمل وتبريد المواد.
|
|
يتم إزاحة خط الجر في الأسفل ، ويكون شق القطع السفلي أوسع |
1. سرعة القطع عالية جدا. 2. طاقة الليزر منخفضة للغاية. 3. ضغط الهواء منخفض جدا. 4. موضع تركيز الليزر مرتفع جدًا. |
1. تقليل سرعة القطع. 2. زيادة قوة الليزر. 3. زيادة ضغط الهواء. 4. خفض موضع تركيز الليزر. |
|
توجد نتوءات على شكل تقطير تشبه الخبث ويسهل إزالتها |
1. سرعة القطع عالية جدا. 2. ضغط الهواء منخفض جدا. 3. موضع تركيز الليزر مرتفع جدًا. |
1. تقليل سرعة القطع. 2. زيادة ضغط الهواء. 3. خفض موضع تركيز الليزر. |
|
النتوءات متصلة ويمكن إزالتها كقطعة كاملة |
موضع تركيز الليزر مرتفع جدًا. |
اخفض موضع تركيز الليزر. |
|
يصعب إزالة النتوءات الموجودة في الجزء السفلي من خط القطع |
1. سرعة القطع عالية جدا. 2. ضغط الهواء منخفض جدا. 3. الغاز الإضافي ليس نقيًا. 4. موضع تركيز الليزر مرتفع جدًا. |
1. تقليل سرعة القطع. 2. زيادة ضغط الهواء. 3. استخدم الغاز الإضافي بنقاوة أعلى. 4. خفض موضع تركيز الليزر. |
|
توجد نتوءات على جانب واحد من خط اللحام |
1. الموضع المركزي للفوهة غير صحيح. 2. الفوهة تالفة. |
1. تحقق من وضعية الفوهة في المنتصف واضبطها. 2. افحص الفوهة أو استبدلها. |
|
حافة القطع ليست دقيقة |
1. ضغط الهواء مرتفع للغاية. 2. الفوهة تالفة. 3. قطر الفوهة كبير جدًا. |
1. تقليل ضغط الهواء. 2. افحص الفوهة أو استبدلها. 3. قم بتركيب فوهة بقطر مناسب. |
|
نسيج القطع خشن للغاية |
1. موضع تركيز الليزر مرتفع جدًا. 2. ضغط الهواء مرتفع للغاية. 3. سرعة القطع بطيئة للغاية. 4. المادة ساخنة جدا. |
1. خفض موضع تركيز الليزر. 2. تقليل ضغط الهواء. 3. زيادة سرعة القطع. 4. تبريد المواد. |
|
يتم تفريغ المادة المنصهرة من الجانب العلوي للمادة |
1. طاقة الليزر منخفضة للغاية. 2. سرعة القطع عالية جدا. |
1. زيادة قوة الليزر. 2. تقليل سرعة القطع. ملاحظة: تأكد من التحقق من تلف عدسة تركيز الليزر. واستبدله بأخرى جديدة إذا لزم الأمر. |
|
وجود شرارات غير طبيعية أثناء القطع |
1. الخيط في الوصلة بين الفوهة ورأس الليزر مفكوكة. 2. الفوهة تالفة. 3. ضغط الهواء منخفض جدا. |
1. شد الخيط. 2. افحص الفوهة أو استبدلها. 3. زيادة ضغط الهواء.
|
|
لا يستطيع الليزر قطع المادة |
1. طاقة الليزر منخفضة للغاية. 2. سرعة القطع عالية جدا. 3. موضع تركيز الليزر منخفض جدًا. 4. قطر الفوهة لا يتطابق مع سمك القطع للمعدن. |
1. زيادة قوة الليزر. 2. تقليل سرعة القطع. 3. رفع موضع تركيز الليزر. 4. افحص واستبدل الفوهة. |
|
شعاع الليزر ينكسر |
1. سرعة القطع عالية جدا. 2. طاقة الليزر منخفضة للغاية. 3. موضع تركيز الليزر منخفض جدًا. |
1. تقليل سرعة القطع. 2. زيادة قوة الليزر. 3. رفع موضع تركيز الليزر. |
الفكر النهائي
تتأثر جودة القطع بالليزر بعدة عوامل. بادئ ذي بدء ، ستؤثر إعدادات المعلمات غير الصحيحة على نتيجة القطع ، مثل طاقة الليزر وسرعة القطع وضغط الهواء وما إلى ذلك. بالإضافة إلى ذلك ، في بعض الأحيان قد تكون هناك مشاكل حتى إذا تم ضبط المعلمات بشكل صحيح. وهذا عادة لأن نقاوة الغاز غير كافية ، أو أن الفوهة والعدسة ملوثة أو تالفة. لذلك ، يحتاج المستخدمون إلى التحقق من الفوهة قبل القطع ، ما إذا كان رأس الليزر يعمل بشكل صحيح ، ثم تعيين المعلمات المناسبة. بعد ذلك ، قم بتحليل الأسباب وفقًا لتأثير القطع بالليزر المحدد ، واضبط المعلمات وفحص أجزاء الماكينة لتحقيق أفضل جودة للقطع بالليزر.